




发布时间:2024-09-22 01:19:10 浏览次数:4 公司名称:[衢州]龙丽金属材料有限公司
| 无缝钢管 | 国标 |
|---|---|
| 无缝钢管 | 国标 |
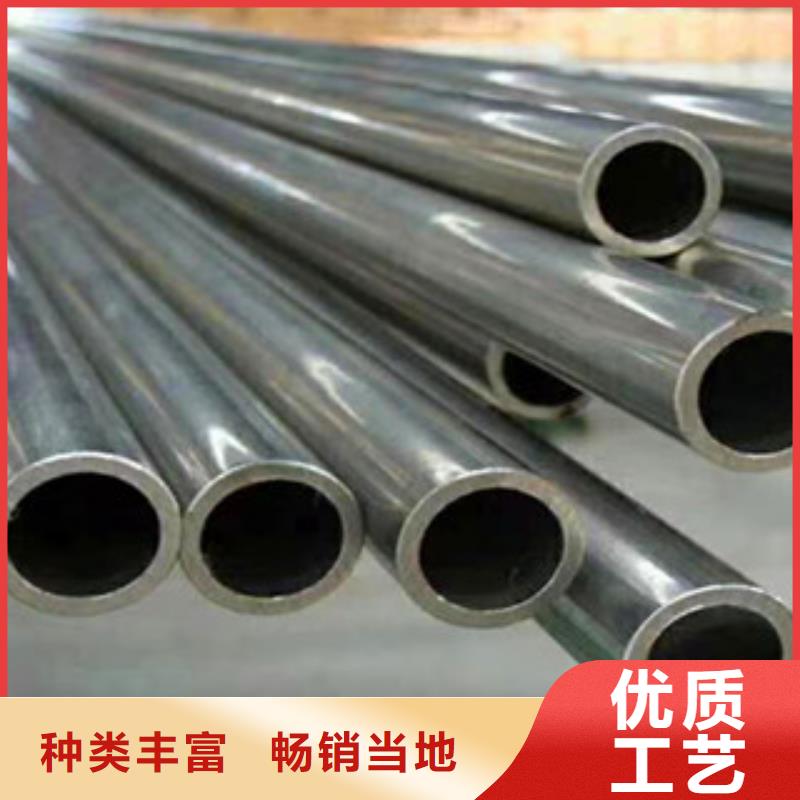



精密钢管通常按基体组织分为:
1、铁素体精密钢管
含铬12%~30%,其耐蚀性、韧性和可焊性随含铬量的增加而提高 , 耐氯化物应力腐蚀性能优于其他种类精密钢管。
2、奥氏体精密钢管
含铬大于18%,还含有 8%左右的镍及少量钼、钛、氮等元素,综合性能好,可耐多种介质腐蚀。
3、奥氏体 - 铁素体双相精密钢管
兼有奥氏体和铁素体精密钢管的优点,并具有超塑性。
4、马氏体精密钢管
强度高,但塑性和可焊性较差。



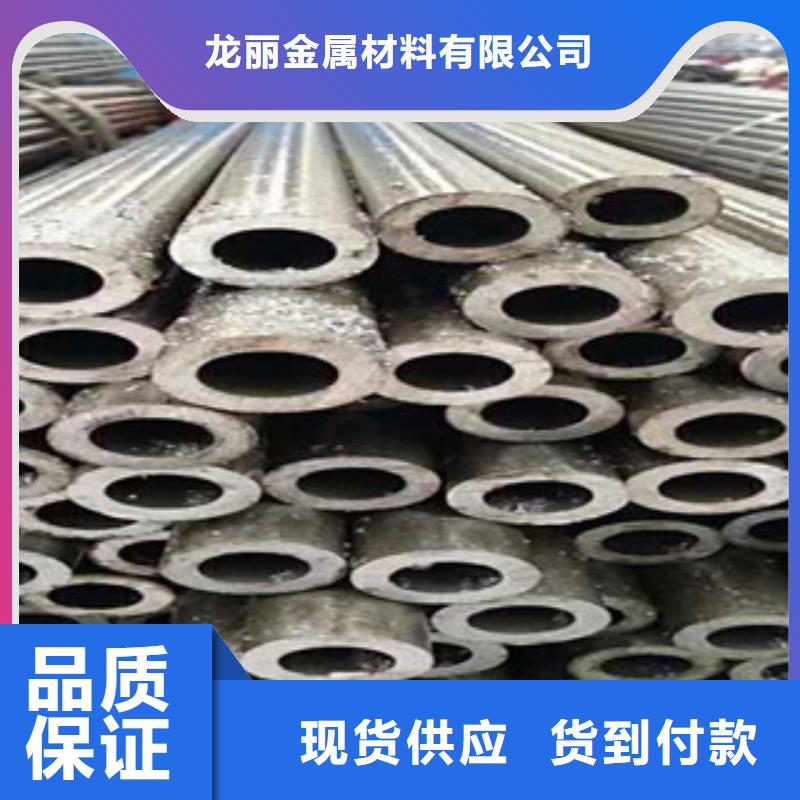
衢州龙丽金属材料有限公司是一家集生产、销售为一体的综合型企业,旗下生产销售 42crmo精密钢管系列产品;公司自成立以来,质量上乘的产品,实实在在的价格,周到细致的服务,受到客户的认可。以“信誉求发展”以“质量求生存”,是公司一贯的经营理念。公司将循序渐进,继往开来,为广大新老客户呈现优良的 42crmo精密钢管产品。



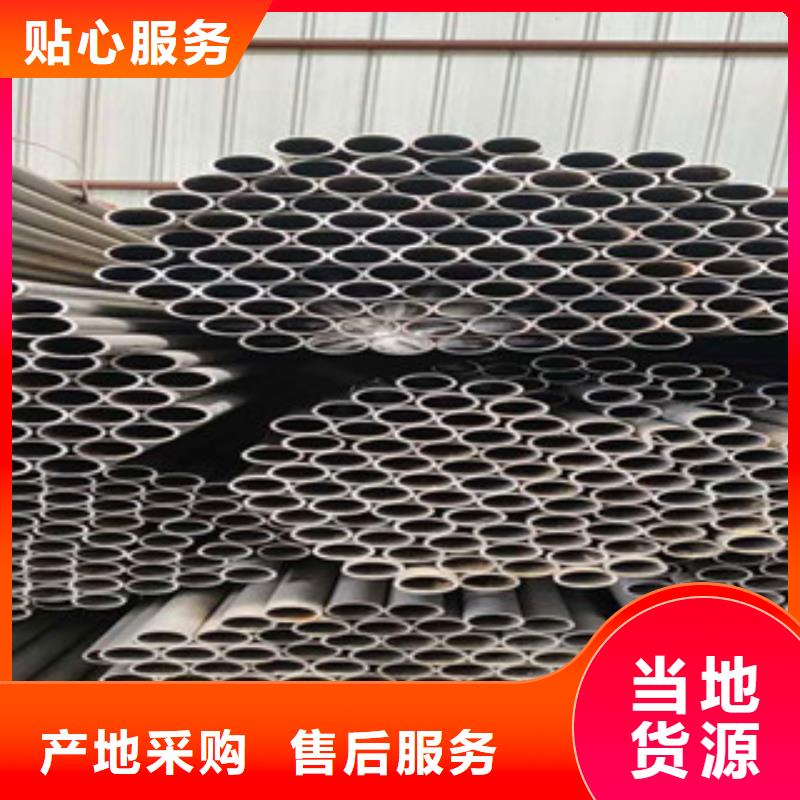
精密冷轧钢管生产工艺:
制定管材冷轧冷拔生产(见管材冷轧冷拔机组)的工艺流程及变形规程。在管材冷轧冷拔机组中,在产品投产以前必须对它的生产工艺流程、变形参数和加工设备选择等有一个明确的规定,作为组织生产和进行操作的依据,这项工作就是编制工艺程序表。根据所采用的冷加工方法,工艺程序表可分为拔制表(采用冷拔变形)和轧制表(采用冷轧变形)以及轧制和拔制表(采用冷轧冷拔两种方式变形),由于管材冷轧冷拔生产特点是多工序和循环性,而且品种很多,为了使生产能合理和有秩序地进行,编制工艺程序表是很重要的。工艺程序表的内容包括有:管料尺寸,变形方式和道次,每道次的变形量及变形后管子尺寸,选用的加工设备、辅助工序和工模具类型等。编制工艺程序表时,除根据材料加工特性和管子技术条件外,还必须考虑具体的生产条件。各冷拔冷轧机组都有根据自己生产条件制定的工艺程序表,并且在生产实践中不断地进行修改和完善。



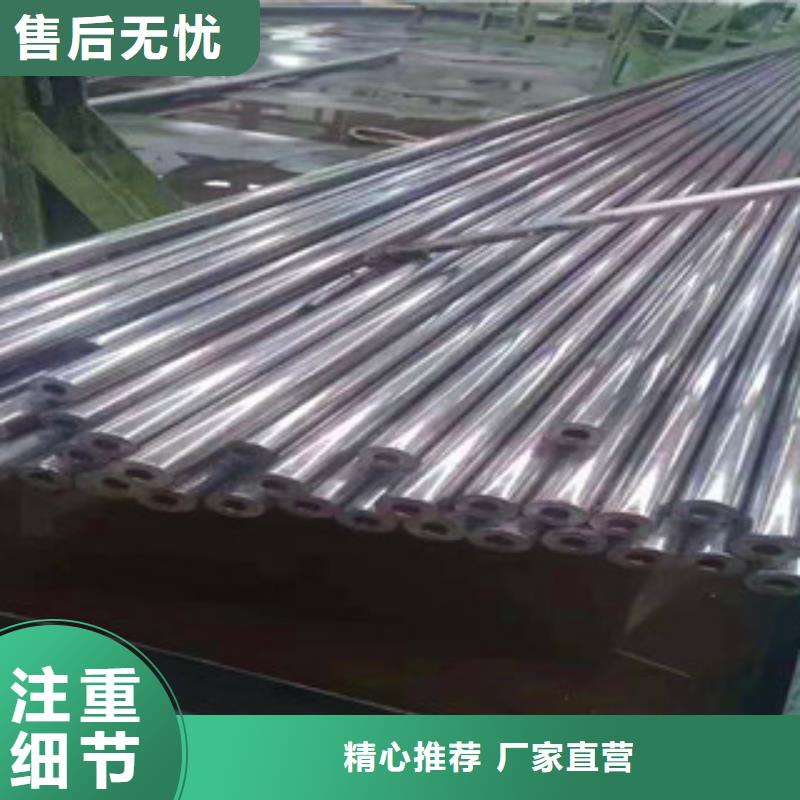
精密钢管挤压润滑
在挤压管材时对挤压杆和穿孔针都要进行润滑。铅管挤压时用动物脂润滑。挤压铝及铝合金管的润滑剂为汽缸油(70%~90%)和片状石墨(10%~25%)混合物,还可添加10%~20%的铅丹或10%左右的石墨粉。镁及镁合金、锌及锌合金管材挤压时可用石墨和油的混合物润滑。挤压铜管一般用机油和石墨混合物作润滑剂。挤压钛及钛合金管时多采用玻璃润滑剂润滑。挤压锆管时常在锭外加上黄铜套筒作润滑剂,以油-石墨混合物作辅助润滑剂,也可在盐浴中加热锭坯后再涂一层玻璃膜。挤压纯镍、低合金化镍合金、镍-铬-钼合金和镍-铜-铁合金管时,在以玻璃润滑剂润滑之前,应用硬脂酸和石墨混合物润滑挤压筒、挤压模和挤压杆。挤压碳精密钢管时用油-石墨-盐混合物作润滑剂,挤压合金精密钢管时则用玻璃作润滑剂(见挤压润滑)。玻璃润滑剂的使用方法有涂层法、玻璃粉滚粘法和玻璃布包覆法3种。涂层法是在锭坯上涂一层玻璃液体,或直接将锭坯浸入玻璃液体中。滚粘法是使锭坯沿着均匀撒有玻璃粉的倾斜工作面上滚过,使玻璃粉粘附于锭坯的侧表面上。包覆法是将玻璃布包于热锭坯上。这3种润滑方法用于润滑挤压筒。挤压模的润滑方法是在模工作面与锭坯之间放置一只厚3~10mm、内孔稍大于模孔的玻璃垫。对穿孔针的润滑可将玻璃布包覆在针的涂有沥青的工作段上。
坯料选择也是挤压管材时的一个重要程序,其中包括锭坯种类的选择、断面尺寸的确定和挤压前的预处理。
